



Coal plants are one of the largest generators of energy and electricity across the world. As per the Central Electricity Authority of India, coal-fired plants accounted for 72% of India’s electricity between 2018 and 2019. Coal can be a volatile material to work with under certain conditions and considering the amount of resources that go into producing energy within coal power plants, it is important to ensure that the right safety measures are implemented to avoid hazards. One of the industrial hazards that arise with working with coal in a power plant is that of oxidation, a natural phenomenon associated with coal, that could lead to spontaneous combustion.
It is a common phenomenon for oxidation of coals to occur during storage; however, some types of coal have a greater tendency to spontaneously combust due to their physical properties. One example of such a type of coal is the sub-bituminous coal – which is a relatively more friable and porous. One of the challenges that the power industry is facing today is the risk of a fire starting and spreading within grinding mills because of the increasing movement towards the use of sub-bituminous coal in power plants. The outbreak of a fire during the milling process can cause great damage to staff, equipment and property.One of the urgent needs of the power plant industry is to employ better safety checks to prevent such an outbreak.
What is oxidation?
Coal contains volatile components that may produce an exothermic reaction upon exposure to air. With every 10˚C temperature rise, the oxidation rate correspondingly doubles as per the Arrhenius equation. When coal is exposed to oxygen, there is a possibility that the coal eventually auto ignites and leads to fire. The risk of this occurring is very high when there are large amounts of coal involved.
Spontaneous combustion is most likely to occur when a hot mill is closed under load and there is a great amount of pulverized fuel left within. The combination of large quantities of pulverized fuel and the high temperature within the mill greatly increases the rise for spontaneous combustion to occur. The hot coal can start to rapidly combust and, unless appropriate measures are taken, the risk of explosion upon restarting the mill is high. However, spontaneous heating is not restricted to only such situations, it is possible for such incidents to occur even during routine mill closures. In order to prevent auto-ignition of residual coal, methods such as the use of chemicals to stabilize the coal and rigorous inventory checks are helpful.
With a rise in the creation of base load plants, there are greater chances of fire disasters occurring. There are monitoring techniques available to check for signs of oxidation and provide warnings to prevent tragedies.Each power plant must select the appropriate monitoring technique depending on the nature of the station. These monitoring systems are usually designed to either detect an unusual change in the heat build-up or in the release of carbon monoxide inside the mill. The quality of the coal also plays a role in determining the degree of risk for spontaneous combustion and, depending on this,one can decide whether to invest in a higher quality monitor or if a regular one will suffice..
One of the most widely used instruments to monitor is the thermocouple, however this device has its limitations. The thermocouple is designed to detect an unusual shift in heat build-up, which usually does not occur quickly. By the time there is a significant rise in the heat for the thermocouple to detect a shift,the issue has already become difficult to manage. On the other hand, monitoring the carbon monoxide levels offers a wide timeframe for a team of experts to manage the situation.
The inefficient oxidation connected with spontaneous combustion produces large quantities of carbon monoxide. Carbon monoxide exists in very small quantities (below 10 ppm by volume) in air and monitoring for undesirable amounts of it gives a quick and accurate sign of dangerous oxidation occurring in the mill. This method of monitoring is beneficial because it allows for highly sensitive carbon monoxide detection with detection limits of as little as 2 ppm. Carbon monoxide monitoring has far greater benefits in terms of speed of detection and sensitivity.It gives the user the ability to regulate its settings to detect genuine situations of vulnerability in the plant and filter out false alarms. Electrochemical sensors are considered an ideal option for large power plants because of their small size and high sensitivity.
One of the major disadvantages of using a carbon monoxide monitor is that it isdifficult to detect device failure. The sensor might continue to report low levels of carbon monoxide despite a malfunction, which may lead incorrect assumptions that milling activity is under control. Regularly checking the sensor’s smooth functions will ensure that there are no lapses in safety ormonitoring. The use of a calibration gas mixture allows for automatic verification to ensure that the device is running smoothly, and verification is only required periodically.
How does a carbon monoxide monitor work?
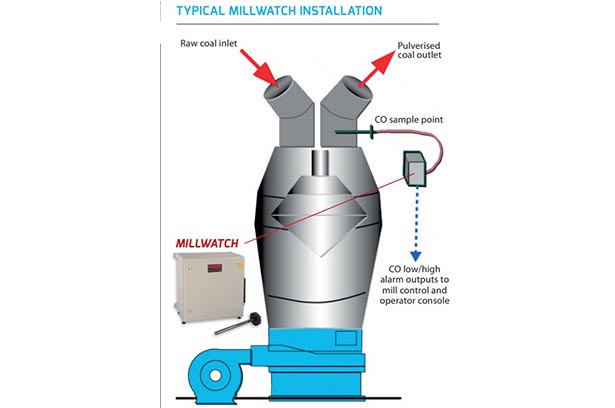
A carbon monoxide measurement system is set up at the classifier outlet. This device monitors the level of carbon monoxide within the gas sample it receives from the mill. Millwatch, for example, a product developed by AMETEK Land,analyses gas samples without direct exposure to the pulverized coal. As a result, the product lasts longer and works more efficiently. The analyser also uses a self-cleaning system via thatautomatically cleans the filter within(blowback system).This reducesthe dependence on an external resource for cleaning. The sampler can also be separated from the stream of coal, enabling cleaning or replacement of the filter while online. By detecting a decrease in sample flow, a well-designed analyser can even detect a blocked sample probe.
Risks of unwanted combustion – potentially causing injury, damage and downtime – occur
everywhere that coal is handled, processed or stored. Safe coal handling practices are designed to ensure that carbon monoxide monitoring provides a rapid and reliable method for the detection of potentially dangerous coal oxidation within a mill, so that action can be taken to reduce the risk of a fire or explosion.
by Derek Stuart, Global Product Manager - Power, Combustion and Environmental, AMETEK
@EPC World Media
